














Technologie
Energiewirtschaft
[Energiewirtschaft] Bearbeitungslösung für Windkraft-Nabe

Einführung in die industrielle Zerspanung
Mit dem Fortschritt und der Verbesserung der Windkrafttechnologie sind sich immer mehr Länder der Bedeutung nachhaltiger Energie bewusst. Die Windkraftindustrie wächst unter tatkräftiger nationaler Unterstützung rasant. Im Jahr 2019 wird der installierte Umfang der erneuerbaren Windenergie in China ständig erweitert, die Windkrafterzeugung erreicht einen neuen Höchststand und der Nutzungsgrad der sauberen Windenergie verbessert sich. China wird die Qualität und den Entwicklungsstand der erneuerbaren Energien einleiten, wenn der "dreizehnte Fünfjahresplan" im Jahr 2020 ausläuft.
Einführung in den Wind Power Hub
Die Windkraftnabe ist der wesentliche tragende Teil der Windkraftausrüstung und das Windrad besteht aus 3 Schaufeln und 1 Nabe. Die Nabe ist durch Schrauben mit der Hauptwelle der Windkraftanlage verbunden und wird gleichzeitig mit einem Lager mit variabler Steigung für die Installation der Windradflügel verbunden. Und das Drehmoment, das von der Windradschaufel durch Luft erzeugt wird, wird über die Hauptwelle des Lüfters an das Getriebe weitergeleitet. Dies zeigt, dass die Nabe eine wichtige Rolle bei der allgemeinen Konstruktion und Herstellung von Windkraftanlagen spielt. Die Nabe ist ein Teil mit spezieller Struktur, komplexer Form, großem Volumen (Gewicht des Einzelteils beträgt ca. 10 t), schwieriger Bearbeitung und hohem Risiko der Bearbeitungsqualität.
Lösungsdiagramm
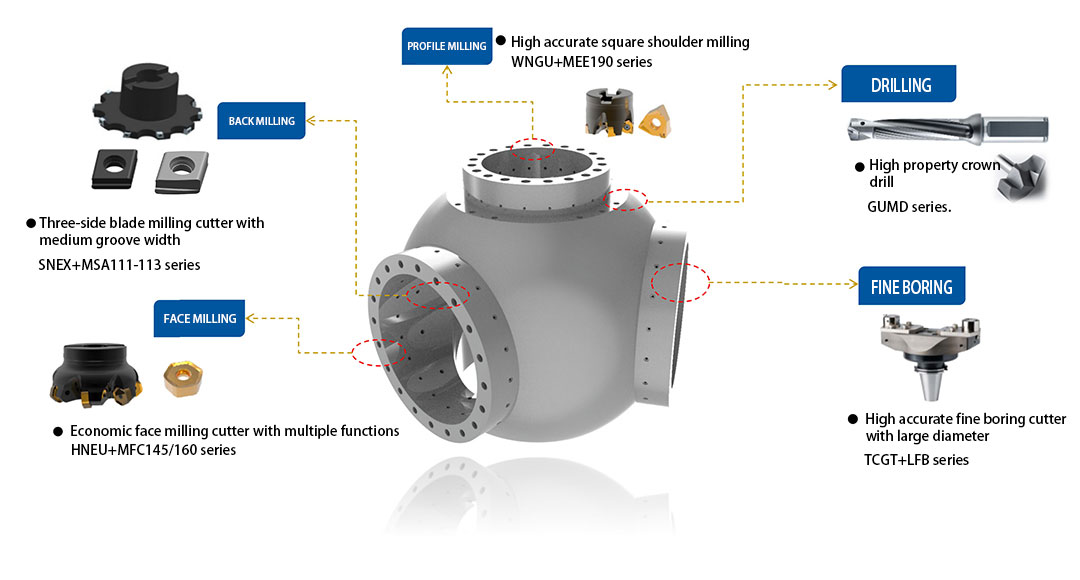


Anwendungsmerkmale
HNEU wirtschaftliches Planfräsen
mit 12 Klingen● Größen von 2 Klingen: HNEU06 und HNEU09;
● Hauptauslenkung von 3 Messerkörpern: 15°, 45° und 60°;
● 4 verschiedene Nuttypen: GL, GM und GH decken unterschiedliche Bearbeitungsarbeitsbedingungen ab; GW realisiert Glättungseffekt;
● Schnittstelle des Messerkörpers: gerader Griff, Gewinde und Kernwellentypen;
● Durchmesser des Fräskörpers: Φ32-Φ315 mm.
Scharfes Design mit variablem Frontwinkel: Der Frontwinkel nimmt mit zunehmender Schnitttiefe ab. Für die Verarbeitung von oberflächenhärtendem Material werden eine hervorragende Spanabfuhrsteuerung und eine Multi-Deflection-Fräserkörperanpassung durch Verbesserung des Schnittflusses realisiert, um eine multifunktionale Anwendung der Klinge zu realisieren: 1) Kr = 15 °:
Realisieren Sie eine Bearbeitung mit hohem Vorschub und verbessern Sie die Zerspanungsrate;
2) Kr = 45 °: Übereinstimmung mit dem Glättungswinkel der Klinge, in der Lage, höhere Anforderungen an die Oberflächenqualität zu erfüllen;
3) Kr = 60 °: mehr Schnitttiefe, maximale Schnitttiefe der HNEU09-Klinge bis zu 8 mm;
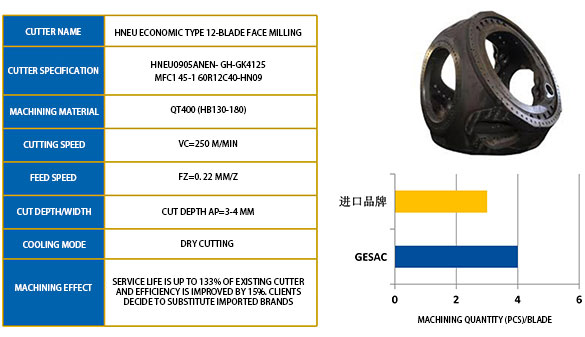
Anwendungsfall
Der Fall ist ein Nabenbearbeitungsfall der Windkraftindustrie. Unter den gleichen Arbeitsbedingungen hat unser Cutter eine längere Lebensdauer und einen verbesserten Wirkungsgrad als die von importierten Cuttern.
Kontaktieren Sie uns
Jimei Fabrik adresse:
Nr. 52-60, Tianyang Road, Industrie gebiet Nord, Bezirk Jimei, Stadt Xiamen, Provinz Fujian China
Tongan Fabrik adresse:
Nr. 1601-1629, Jiji Road, industrielle Konzentration szone, Bezirk Tong'an, Stadt Xiamen, Provinz Fujian China
Haicang Fabrik adresse:
Nr. 69, Dongfu Wests traße, Bezirk Haicang, Stadt Xiamen, Provinz Fujian China
E-Mail:Gesac@cxtc.com
Scannen und durchsuchen Sie das mobile Terminal

Urheberrecht©Xiamen Goldene Egret Spezielle Legierung Co. Ltd. Angetrieben von www.300.cn | SEO-Tag